Hegesztés esetén fontos a szakszerű hőkezelés
Ezt a célt szolgálja a KE-ZA Steel Kft. által nyújtott feszültségcsökkentő hőkezelő szolgáltatás. A cég munkatársai évek óta a legmodernebb, számítógép-vezérelt mozgatható hőkezelő gépekkel dolgoznak, és a legkülönfélébb ipari alkatrészeket – például csővezetékeket, tartályokat – kezelnek, miközben azokon főként hegesztési munkálatokat végeznek.
„Az általunk végzett feszültségcsökkentő hőkezelés alapvetően felmelegítésből és lehűtésből áll. A megrendelőtől kapott hőkezelési és hegesztési utasítás alapján dolgozunk, ezt az utasítást követve programozzuk a készülék különböző csatornáit – mondta Kemény Ferenc, a KE-ZA Steel Kft. ügyvezetője. – Nagyon pontosan kell szabályoznunk ugyanis a melegítés időtartamát, az elért hőmérsékletet, majd a lehűtést is, hiszen csak így biztosítható, hogy az anyag állapota ideális maradjon.”
 A bekerámiázott csővezetékdarab
A bekerámiázott csővezetékdarabAz eljárás lényege tehát az, hogy a hőkezelt munkadarabot (beszélgetésünk közben a Kft. munkatársai éppen egy csővezetéket hőkezeltek) szigorúan ellenőrzött paraméterek szerint felhevítik, majd ezután ugyanilyen precízen lehűtik. A hevítéshez ponthegesztéssel rögzítik a hőelem kábeleit, utána kerámia fűtőpaplannal burkolják a hőkezelendő területet. Erre kerül a szigetelőpaplan, amely megakadályozza a kerámiából kiáramló hő elszökését, és ezután kezdődhet maga a felfűtés.
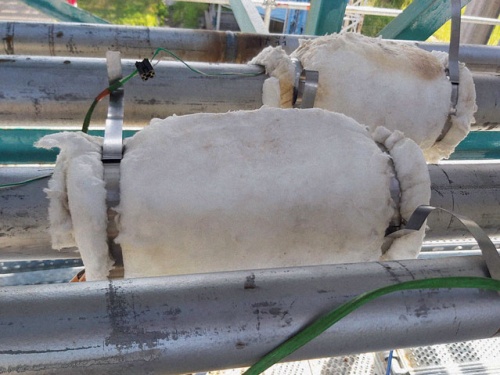 Bepaplanozva
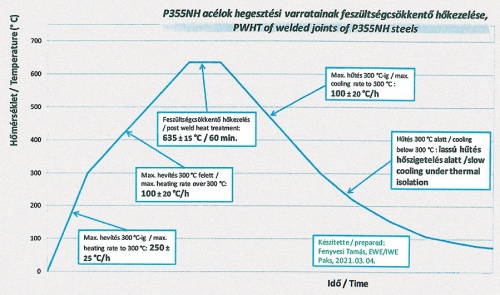
BepaplanozvaAz ügyvezető elmondta, hogy abban a konkrét megbízásban, amelyet a beszélgetésünk idején végeztek, az első 300 Celsius-fokig óránként 250 ±25 Celsius-fokos sebességgel fűtötték fel a vezetéket, majd e sebesség kevesebb mint a felére kellett csökkenteniük a fűtés sebességét. Így 100 ±20 Celsius-fok/óra sebességgel jutottak el 635 fokos maximum-hőmérsékletig. Ezen a hűmérsékleten folyik a tényleges hőkezelés, amely alapanyagtól függően eltérő ideig tarthat.
 A hőkezelőgép (Weldotherm) kezelőberendezése
A hőkezelőgép (Weldotherm) kezelőberendezése„A hőkezelés célja annak a feszültségnek a csökkentése, amely a hegesztés során kerül az alapanyagba. Ha ezt nem végezzük el, az repedéseket hozhat létre az anyagban, és korróziót indíthat el – magyarázta Kemény Ferenc. – Ha a hegesztéskor túlságosan hirtelen hűl vissza a varrat, akkor megkeményedik, és ez károsan hat a minőségre. A hőkezelés ezt a negatív hatást korrigálja.”
 Elértük a 630 Celsius-fokot, egy óra hőntartás következik
Elértük a 630 Celsius-fokot, egy óra hőntartás következikA visszahűtés ugyanúgy szabályozott sebességgel történik, rendszerint óránként 100 Celsius-fokos sebességgel. Ha az alapanyag gyorsabban hűl, mint az a program szerint megengedhető lenne, akkor a gép automatikusan visszakapcsolja a fűtést, hogy ellensúlyozza a túl gyors hőmérséklet-csökkenést. A gép általában 300 Celsius-fokig ellenőrzi a hűlést. Ezután a készüléket lekapcsolják, de a fűtőpaplant nem távolítják el. Ettől kezdve az alapanyag olyan ütemben hűl vissza a kiindulási hőmérsékletre, ahogy a körülmények ezt lehetővé teszik.
 A ponthegesztőgép, amivel a hőelemkábeleket rögzítjük
A ponthegesztőgép, amivel a hőelemkábeleket rögzítjükA feszültségmentesítő hőkezelés szükségessége az alkatrész anyagától és a funkciójától is függ. Ha az alkatrészben (például csővezetékben) olyan anyag áramlik, amelynél nagyon fontos, hogy semmiféle feszültség ne keletkezzen a cső anyagában, mert például a benne áramló szénhidrogének a környezetbe jutva veszélyesek lehetnek, ott elengedhetetlen a hőkezelés a hegesztések során. A cég a legkülönfélébb csővezetékeket hőkezelte már. Gyakoribbak a 8-10 milliméter falvastagságú csövek, de előfordult már, hogy egy finomítóban 100 milliméter falvastagságú csövet is kezelniük kellett.
A hőkezelő gép fűtőelemét kerámiakockák borítják, amelyek hasonlítanak például a vasalók fűtőelemeihez. Ebben helyezkedik el a fűtővezeték, amely áram hatására hevül fel. Hőkezelni nemcsak a hegesztés közben lehet, de bizonyos esetekben utána is szükséges, hogy az alapanyag feszültségeit csökkentsék. Ilyet végeztek beszélgetésünk közben is. Kemény Ferenc azt is elmondta, hogy nemrégiben egy hegesztési varrat két oldalán tekerték be a csövet a hőpaplannal, és a hegesztő a két paplan között kihagyott öt centiméteres sávban dolgozhatott. Munka közben folyamatosan ellenőrizni kell az alapanyag hőmérsékletét. Többször is előfordult, hogy a túlhevülést megakadályozandó, a hegesztőnek szünetet kellett tartania.
„Bár lánggal is fel lehet hevíteni a munkadarabot, de ott gyakran megesik, hogy mire az ember végigér a teljes alapanyagon, ott, ahol kezdte, már túlságosan lehűlt. Ám a mi programozható és automata hőkezelő gépeink folyamatosan ellenőrzik a hőmérsékletet, és önműködően stabilan tartják a teljes művelet ideje alatt és az egész alapanyag teljes területén – érvelt Kemény Ferenc. – Fontos azonban, hogy a kezelés után a lehűlés is szabályozottan menjen végbe. Máskülönben előfordulhat ugyanis, hogy a túl gyorsan hűlő és megkeményedő varratban olyan apró repedések keletkeznek, amiket maga a hegesztő sem vesz észre. A hőkezelés után minden esetben keménységmérést végzünk.”
A KE-ZA Steel Kft. hat éve foglalkozik hőkezeléssel. Kemény Ferenc és felesége, Kemény-Zayzon Gabriella korábban alkalmazottként dolgoztak ugyanezen a területen, majd saját céget alapítottak, és önállósították magukat. A cégük anyagvizsgálattal, illetve hőkezeléssel foglalkozik. Nehéz lenne felsorolni, hogy az eddigi működésük során hányfajta különböző alkatrészt kellett hőkezelniük. Előfordult már, hogy gáz gömbtartályt és kompresszort kellett feszültségmentesíteniük. Az utóbbi feladata az Oroszországból érkező földgáz összesűrítése volt, a nagy nyomású gázt tárolják el ezután.
Ennek a berendezésnek is 80-100 milliméter volt a falvastagsága, vagyis rendkívül vastag volt. Viszont meglepő módon a felfűtés időtartama nem függ a falvastagságtól. Kemény Ferenc elmondta, hogy bár sokan hiszik, hogy a vékonyabb csöveket gyorsabban fel lehet fűteni, mint a vastagabbakat, de ez nincs így. A hevítés a megadott program szerint zajlik, így azt sem lehet gyorsabban melegíteni, mert az minőségi problémákat okozna az alapanyagban.•